邮箱:18695867665@163.com
电话:0371-55007071
VIP热线:18695867665
网址:www.kpsvac.com
总部地址:郑州高新区莲花街316号电子电器产业园9号楼
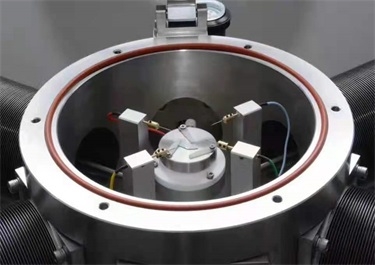
真空腔体在真空浸渍工艺中作用显著,其通过创造低气压环境,直接影响浸渍效率、材料性能及工艺稳定性。以下从核心作用、技术优势、应用场景及案例分析四个方面展开说明:
一、真空腔体的核心作用
气体排除与浸渍剂渗透
原理:真空浸渍通过抽真空使材料内部孔隙中的空气(含氧气、水蒸气等)被抽出,形成负压环境。当浸渍剂(如树脂、金属液)注入时,外部大气压或机械压力推动浸渍剂快速填充孔隙,实现深度渗透。
效果:真空环境可显著提高浸渍剂填充率。例如,在电子元件封装中,真空浸渍可使树脂填充率从常压下的70%提升至95%以上,减少气泡和空洞,提升绝缘性能。
脱气与材料纯化
材料内部气体释放:材料(如金属、陶瓷)在制造过程中可能吸附气体或含有微小气孔。真空环境可加速这些气体的解吸和扩散,避免浸渍后因气体释放导致材料膨胀或开裂。
浸渍剂脱气:真空可去除浸渍剂中的溶解气体(如树脂中的空气、金属液中的氢气),防止浸渍过程中产生气孔,提升材料致密度。例如,在航空叶片铸造中,真空浸渍可将金属液中的氢含量降低至0.02 mL/100g以下,显著减少氢脆风险。
工艺控制与稳定性
压力精准调节:真空腔体可配备压力传感器和自动控制系统,实现浸渍过程中压力的调节(如从真空状态快速切换至加压状态),适应不同材料的浸渍需求。
温度均匀性:部分真空腔体集成加热/冷却系统,可控制材料和浸渍剂的温度,避免因温度梯度导致浸渍不均或材料变形。
二、真空浸渍的技术优势
提升材料性能
机械性能:真空浸渍可填充材料内部缺陷,提升强度和硬度。例如,在粉末冶金零件中,真空浸渍树脂后,抗弯强度可提高30%-50%。
电学性能:在电子元件中,真空浸渍可消除气隙,降低介电损耗,提升绝缘可靠性。例如,变压器线圈经真空浸渍后,局部放电起始电压可提升2-3倍。
耐腐蚀性:真空浸渍可形成致密保护层,阻止腐蚀性介质侵入。例如,在海洋环境中使用的金属构件,真空浸渍环氧树脂后,耐盐雾腐蚀时间可延长至2000小时以上。
缩短工艺周期
快速渗透:真空环境加速浸渍剂流动,缩短浸渍时间。例如,常压下需24小时的浸渍工艺,在真空条件下可缩短至4-6小时。
减少后处理:真空浸渍可降低气泡和缺陷率,减少后续打磨、修补等工序,提升生产效率。
环保与安全性
溶剂回收:真空腔体可配备溶剂回收系统,对浸渍剂中的挥发性成分进行冷凝回收,减少环境污染。
惰性气体保护:对易氧化材料(如镁合金),可在真空浸渍过程中充入氩气等惰性气体,防止材料氧化。
三、典型应用场景
电子封装与绝缘
变压器/电感器:真空浸渍环氧树脂可提升线圈绝缘等级,减少局部放电,延长使用寿命。
半导体器件:真空浸渍硅胶或聚酰亚胺可保护芯片免受潮气和污染,提升可靠性。
航空航天材料
涡轮叶片:真空浸渍陶瓷基复合材料可提升叶片耐高温性能,承受1500℃以上高温。
蜂窝结构:真空浸渍铝或钛合金可增强蜂窝夹层结构的强度和刚度,用于飞机机身和卫星支架。
汽车工业
电动车辆电池:真空浸渍电解液可提升电池能量密度和循环寿命,减少气胀问题。
发动机零件:真空浸渍金属基复合材料可提升活塞、连杆等零件的耐磨性和耐热性。
复合材料制造
碳纤维增强塑料(CFRP):真空浸渍树脂可消除孔隙,提升复合材料力学性能,用于赛车车身和风电叶片。
陶瓷基复合材料(CMC):真空浸渍熔融硅可形成SiC基体,提升陶瓷材料韧性和抗热震性。
四、案例分析:真空浸渍在航空叶片中的应用
背景:航空发动机涡轮叶片需承受高温(>1300℃)、高压(>10 MPa)和高速旋转(>10000 rpm),传统铸造叶片易因气孔导致开裂。
解决方案:
真空浸渍工艺:将叶片置于真空腔体中,抽真空至10⁻³ Pa以下,去除孔隙内气体。
熔融硅浸渍:在真空条件下注入熔融硅(1420℃),硅与叶片基体(如Ni基合金)反应生成SiC增强相,填充孔隙并形成致密结构。
效果:
叶片致密度从92%提升至99.5%,抗拉强度提高40%。
耐高温性能提升至1600℃,使用寿命延长3倍。
工艺周期从传统铸造的2周缩短至3天。
五、总结
真空腔体在真空浸渍工艺中具有不可替代的作用,其通过创造低气压环境,实现了气体排除、深度渗透、材料纯化和工艺控制等关键功能。相比常压浸渍,真空浸渍可显著提升材料性能、缩短工艺周期并增强环保性,广泛应用于电子、航空、汽车等高端制造领域。随着材料性能要求的不断提高,真空浸渍技术将成为未来精密制造的核心工艺之一。