邮箱:18695867665@163.com
电话:0371-55007071
VIP热线:18695867665
网址:www.kpsvac.com
总部地址:郑州高新区莲花街316号电子电器产业园9号楼
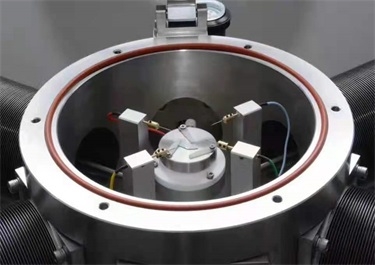
提高真空腔体的密封性能是确保真空环境稳定、防止气体泄漏或外界污染的关键,尤其在半导体制造等高精度领域,密封失效可能导致工艺失败、产品良率下降甚至设备损坏。以下从设计优化、材料选择、工艺控制、检测技术及维护管理五个维度,系统阐述提升密封性能的方法:
一、设计优化:从源头减少泄漏风险
密封结构创新
双密封设计:在关键接口(如腔体与泵的连接处)采用双O型圈或金属C型环+氟橡胶O型圈的复合密封,通过双重屏障降低泄漏概率。例如,某刻蚀设备厂商通过双密封设计,将漏率从1×10⁻⁹ Torr·L/s降至5×10⁻¹² Torr·L/s。
自补偿密封:设计具有弹性变形能力的密封面(如波纹管密封),当腔体受热膨胀或机械振动时,密封面可自动调整接触压力,维持密封性。
无焊缝结构:采用整体锻造或3D打印技术制造腔体,消除焊接缺陷导致的微裂纹。例如,应用材料(Applied Materials)的某些高端腔体已实现无焊缝设计,漏率稳定在<1×10⁻¹¹ Torr·L/s。
接口几何优化
锥面密封:将平面接口改为锥面(如15°-30°锥角),通过楔形挤压增强密封效果。锥面密封的接触应力比平面密封高3-5倍,适用于高压或高温场景。
微齿结构:在密封面加工微米级齿纹(如V形或U形槽),增加接触面积和摩擦力,防止气体沿界面渗透。某薄膜沉积设备通过微齿密封,将氦检漏率降低至2×10⁻¹² Torr·L/s。
二、材料选择:匹配工况的密封解决方案
密封圈材料
氟橡胶(FKM):适用于-20℃至200℃的常规真空环境,耐化学腐蚀性强,但高温下易硬化。需选择低压缩永久变形(<15%)的氟橡胶配方,延长使用寿命。
全氟橡胶(FFKM):耐温范围达-40℃至320℃,且对等离子体、腐蚀性气体(如Cl₂、SF₆)具有优异耐受性,常用于干法刻蚀腔体。
金属密封材料:
铜垫片:用于超高压(>1000 Torr)或高温(>400℃)场景,通过塑性变形填充密封面微凹坑,实现金属-金属密封。
镍基合金(如Inconel 718):适用于强腐蚀性环境,如化学气相沉积(CVD)腔体,耐氧化和应力腐蚀开裂。
表面处理技术
电镀硬铬:在密封面镀覆0.1-0.3mm硬铬层,提高表面硬度和耐磨性,减少长期运行中的磨损泄漏。
类金刚石涂层(DLC):通过物理气相沉积(PVD)在密封面形成纳米级碳膜,摩擦系数低至0.05,适用于高频运动部件(如阀门密封)。
化学抛光:将密封面粗糙度控制在Ra 0.05μm以下,减少微泄漏通道。某离子注入设备通过化学抛光,将密封面漏率降低60%。
三、工艺控制:精准装配与压力管理
装配工艺规范
扭矩控制:使用数字扭矩扳手按标准值(如5-8N·m)拧紧螺栓,避免过紧导致密封圈变形或过松引发泄漏。某刻蚀腔体装配规范要求分三步拧紧:初始扭矩50%、中间扭矩80%、最终扭矩100%。
平行度校准:通过激光对中仪确保密封面平行度<0.01mm,防止局部应力集中导致密封失效。
清洁度控制:装配前用超纯水+异丙醇清洗密封面,颗粒数(≥0.1μm)需<5个/cm²,避免杂质嵌入密封面。
压力与温度管理
预紧力优化:根据密封圈材料和工况计算预紧力(如氟橡胶O型圈预紧力为材料屈服强度的30%-50%),防止蠕变松弛。
温度补偿:在高温腔体中采用热膨胀系数匹配的密封材料(如钛合金密封环+镍基合金垫片),减少热应力导致的泄漏。
压力平衡:在腔体设计压力梯度,避免局部高压引发密封圈挤出。例如,某薄膜沉积腔体通过压力平衡阀,将密封面压差控制在<50 Torr。
四、检测技术:精准定位泄漏点
氦质谱检漏
喷氦法:将氦气喷向密封面,通过质谱仪检测泄漏氦气,灵敏度达1×10⁻¹² Torr·L/s,适用于定位微小泄漏。
吸枪法:将吸枪贴近密封面抽吸,检测泄漏氦气浓度,适用于大型腔体的快速筛查。
荧光检漏
在密封面涂抹荧光渗透剂,紫外线照射下泄漏点会发光,适用于可视化检测。某半导体厂商通过荧光检漏,将泄漏检测时间从2小时缩短至30分钟。
压力衰减测试
向腔体充入干燥氮气至设定压力,关闭阀门后监测压力衰减率。若24小时内压力下降>5%,则需排查泄漏源。
五、维护管理:延长密封寿命
定期更换密封件
根据材料寿命制定更换周期(如氟橡胶O型圈每5000小时更换),避免因老化导致泄漏。
记录密封件使用时间、工况参数(如温度、压力),建立寿命预测模型。
在线监测系统
安装压力传感器和泄漏报警装置,实时监测真空度变化。当压力上升速率>0.1 Torr/min时,自动触发维护流程。
结合机器学习算法分析历史数据,预测密封件剩余寿命,提前安排维护。
故障案例库建设
收集密封失效案例(如密封圈裂纹、金属垫片变形),分析根本原因(如装配不当、材料选型错误),优化设计和工艺。
六、应用案例:密封性能提升的实践
案例1:某12英寸晶圆厂刻蚀腔体
原设计采用单O型圈密封,漏率达5×10⁻⁹ Torr·L/s,导致晶圆缺陷率上升。改用双O型圈+微齿密封结构后,漏率降至8×10⁻¹² Torr·L/s,缺陷率从1.2%降至0.03%。
案例2:某EUV光刻机真空腔体
采用无焊缝整体锻造+全氟橡胶密封,通过氦检漏验证漏率<3×10⁻¹² Torr·L/s,满足7nm以下制程的极端洁净度要求。
结论
提高真空腔体密封性能需从设计、材料、工艺、检测和维护全链条协同优化。通过创新密封结构(如双密封、自补偿)、选用高性能材料(如全氟橡胶、镍基合金)、严格控制装配工艺(如扭矩、平行度)、应用高精度检测技术(如氦质谱检漏)以及实施预测性维护,可将漏率降低至10⁻¹² Torr·L/s量级,显著提升设备可靠性和工艺稳定性。对于先进半导体制造,密封性能的微小提升(如漏率降低一个数量级)可直接转化为产品良率提高5%-10%,是高端装备制造的核心竞争力之一。